|
1 前言 人类自古就利用水流的冲击力,制成水车、水磨等水力机械。如果水流从高压水枪中喷出,其冲击力就更大。前苏联用于采煤工业,名曰水力采煤。高速喷出的水流受阻于煤层,速度骤然下降,顷刻间会产生足够大的冲击力,使煤层出现脆性断裂,完成采煤作业。受此启发,前苏联科学家开发出高压水喷流切割技术,而美国公司取得了此项技术的专利权,使之商品化。水刀应用的行业面非常广泛,航空、汽车、石材、陶瓷、玻璃、金属、混凝土等行业上,而随着产品的成熟和应用面的扩大,超高压数控水切割机(水刀)逐渐进入一个成长期,这也要归功于机械工业近些年的长足发展,依托于更高精度的数字化平台,可以应用水刀进行精细加工,将水切割应用范围扩展到行业更加广阔的金属加工领域,而不是仅仅局限在玻璃、陶瓷、石材等材料的加工。 以金属切割为例,各种加工手段呈现百花齐放态势,包括激光、火焰切割(等离子切割)、电火花切割、线切割等。各种切割手段各有优势,又都存在一定的局限性,各自占领了一部分市场。但在众多的切割手段中,水切割属于一种特殊的冷态切割,直接利用加磨料水射流的动能对金属进行切削而达到切割目的,切割过程中无化学变化,具有对切割材质理化性能无影响、无热变形、切缝窄、精度高、切面光洁、清洁无污染等优点,可加工传统手段无法加工的材料,如玻璃、陶瓷、复合材料、反光材料、化纤、热敏感材料等。实际加工效果图如图1所示。
图1 实际加工效果图 随着人们对水切割技术了解的进一步加深,市场逐渐认识到水切割技术在金属切割行业的独特优势。以激光切割为例进行比较,激光在金属薄板切割方面,其速度和精度要优于水切割,但一般而言,激光很难切割大于16mm的金属板(尤其是有色金属),而且激光切割材料的周边仍有一定的热影响区;水刀切割金属材料厚度一般可达50mm以上,并且对材料无任何影响,切割金属的光洁度达1.6μm ,切割精度达±0.10mm,可用于精密成形切割。此外,水切割在有色金属和不锈钢的切割方面还有着独到之处,无反光影响和边缘损失,再加上水刀对切割材料没有限制。综合这些因素,很多早期选择激光或其它切割手段的用户转而选用水切割。 在金属切割行业中,追求高质量,高效率的直接成形加工,是目前国际上的主流发展趋势,“水刀”切割机正是针对这种需求而在相关的技术应用上不断创新:随着包括精密滚珠丝杆、伺服电机、谐振减速单元等技术的出现,机床可以达到更高的位置精度、反向间隙补偿以及重复定位精度的提高。因此,机床制造厂商将更大的精力投入到机床几何误差产生的原因分析上,通过采用球杆测量仪和激光干涉仪等高精度测量器具检测机床几何精度,并建立误差映射表来给予精度修正,以此制造高精度机床。数控机床零部件材料和元器件的选用、制造工艺、质量检测手段是提高数控机床精度及稳定性的保证。 2 工艺要求 由于“水刀”的数控平台采用滚珠丝杆、滚动直线导轨等精密传动技术,控制精度都在+0.02mm以内。同时,加砂水射流的喷嘴和切割头的聚焦性能及长寿命的喷嘴材料的技术突破,配以大功率超高压系统的连续平稳工作,应用全自动供砂、控砂和高压水启、停控制系统,使得“水刀”能24小时连续切割和自动加工。 “水刀”更兼有强大的计算机辅助设计和控制功能,特别在“转角和尖角”切割时自动减速,使得切割面光洁圆滑,加之“水刀”切割具有“磨削”的特质,这使得“水刀”在切割质量和效率上都有了极大的变化和提高,而可直接用于金属零件的成形切割加工。 下面就以台达B2伺服在单臂悬梁架构数控水刀设备中应用为例,介绍如下: (1) X、Y轴最大运动速度:20 m/min,切割速度:0-8m/min。 (2) 切割精度:+/-0.1mm,直线度:+/-0.1mm, 重复定位精度:±0.05mm。 (3) XY真圆度:<80um。 (4) 设备运行低噪音,高响应。
3 控制系统 3.1 硬件配置 (1)上位机:采用DVP80EH00R2 PLC主机 (2)驱动部分:采用台达B2伺服和电机。如图2所示。 具体型号为:X轴驱动器ASDA-B2-1021-B 电机 ECMA-C21310ES。 Y轴驱动器ASDA-B2-1021-B 电机 ECMA-C21310ES。
图2 台达B2伺服与电机 (3)人机界面:采用DOP-B07S201的HMI设备 3.2 系统框架 系统框架如图3所示。
图3 控制系统框图 水刀切割机控制系统采用台达人机界面作为主站监控设备,利用人机界面DOP-B07S201三个RS232通讯口。PLC主机DVP80EH00R2采用RS232通讯口与HMI设备连接,同时利用RS485通讯口与两个伺服驱动器ASDA-B2-1021-B相连,伺服驱动器经由U、V、W端口控制伺服电机,进而控制水刀切割机的X轴和Y轴运作。人机界面设定电机目标转速,读取电机实际转速。PLC主机同时通过其他辅助设备来进行外围的辅助相关测量动作。 3.3 控制系统实景 控制系统机柜实景图如图4所示:
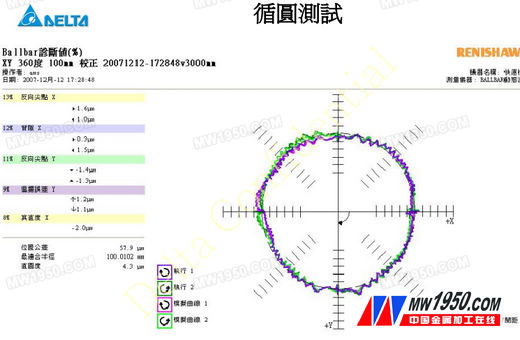
图4 控制系统机柜实景图 4 系统技术要点 4.1 系统优点 (1)高响应 台达B2伺服优异的高速性能表现:速度响应频宽为550Hz,命令整订时间可达1ms以下。空载情况下,额定转速-3000rpm至3000rpm加速时间只需10ms。 (2)高精度 台达B2伺服采用17-bit(160,000p/rev)高解析编码器,满足机台设备高精度定位控制及平稳低速运转的应用要求。可接受高速差动脉波命令(4Mpps),达到高精度位置控制的设定。 (3)共振抑制与低噪音 高响应时,运行中会产生噪音,那么怎么样来消除呢?B2伺服具备强大的自动共振抑制功能,可以实现持续共振的抑制,也可以实现多达3个共振点的抑制。这样省去手动调节参数进行振动抑制带来的麻烦。而对于悬臂梁架构,就容易出现共振,所以有了这个功能,给客户带来了很大的方便。应用台达B2伺服实际加工时侦测出的实际效果,如图5:
图5 真圆度测试 现场用的是球杆测试实际效果,真圆度达到57.9um<80um完全满足客户的要求。 4.2伺服增益调整 采用B2自动增益调整和手动调整均可。 利用台达B2伺服强大的伺服调机软件,方便增益的调整与设置,见图6。
图6 增益的调整与设置软件界面 5 结语 由于悬臂的架构性导致设备在运行过程中重心是不稳定的,进而会产生机构的抖动和噪音,容易产生加工光洁度不好,而利用台达B2伺服高性能、低噪音、自动共振抑制的特点从而解决了这个问题,得到了客户一致好评,目前已经在客户处得到很好的使用,深得客户之信赖。本应用运行实践表明,基于台达伺服产品的控制系统性能稳定,安全可靠,性价比高,值得业界同行借鉴和推广。 【参考文献】 [1] 可编程序控制器应用系统设计及通信网络技术. 郭宗仁等. 人民邮电出版社 [2] 变频器在工业中的选择与应用 刘继党等 科技信息 2009年第23期 [3] 变频器应用中的干扰及其抑制 翟章志 中国科技博览2009年 第02期 [4] 台达全系列可编程序控制器 台达内部资料 本篇文章来源于 “金属加工在线” 转载请以链接形式注明出处 网址:http://www.mw1950.com/html/201101/0117/20110117104620895.shtml (责任编辑:admin) |